
ステp 1:
砥石一式を取り外します 新しい砥石を取り付けます砥石
ステp 2:
磨耗した刃を取り外し、新しい刃を取り付けますスリッティングブレード.
ステp 3:
砥石セットを元に戻し、砥石用エアシリンダーのエア供給を外し、砥石に圧力がかからないようにします。砥石.
ステp 4:
エアシリンダーの 2 本のシャフトを手で押して、砥石が両側のナイフエッジに触れるようにします。
ステp 5:
レンチを使用して、砥石セットとナイフエッジ(両側)がキスタッチされています。砥石を手で回して、両方の砥石とナイフエッジの間の接触摩擦を確認します。文字通り同じ摩擦です(一方の石がきつく、一方の石が緩んでいるわけではありません)。次に、ネジとナットを締めます。
ステp 6:
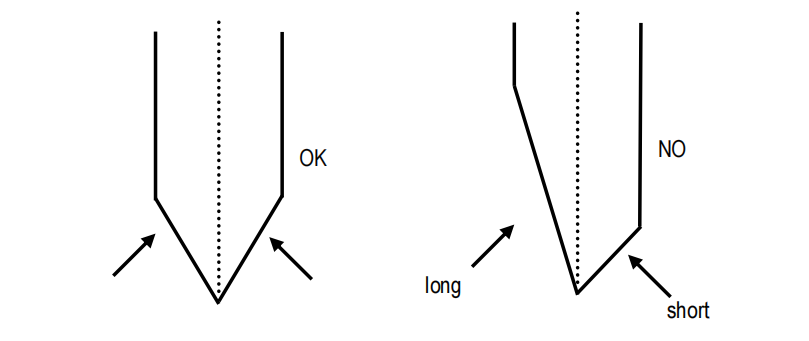
エアシリンダにエアパイプを接続し、0.5~0.8kgsの圧力を加え、ナイフエッジに当たる砥石が下図の通りであることを再度確認してください。
ナイフエッジ(新しい刃)の接触面積は、刃の半分から1/3の範囲になります。砥石.

ステp 7:
新しい刃の刃先が刃先の範囲を超えている、または入っていない場合は、砥石、手順 4、5、6 に従って、少し強めの圧力を繰り返して再調整してください。
ステp 8:
刃先研削形状がスケッチのようになったら
刃先の研ぎが均一でないと、板がきれいに研げず、バリや刃先の損傷の原因になります。
ステp 9:
使用推奨空気圧は0.5~0.8kg以内です。圧力が強すぎると、ブレードの摩耗が早くなります。
Sテップ 10:
スリッタースコアラーコンピューターシステムでは、通常、300メートルのスリッティングで一般的な研削メーターに設定され、その後、刃6秒間。紙の品質に応じて、オペレーターがスリッティングの長さと研磨持続時間を調整する必要があります。
良質な紙グレードの刃研削は、500メートルスリットしてから6秒研削に設定できます。または刃低品質の紙グレードの粉砕は、200 メートルのスリットで設定し、その後 10 秒間粉砕することができます。
ステップ 11:
段ボールが柔らかすぎると、水分が多すぎたり、接着剤が乾燥せずに、スリットの品質に影響を及ぼし、刃の使用寿命も短くなります。
刃研削用油冷システムは30分ごとに15秒冷却する設定を推奨します。
紙質が 100% 再生紙や低品質の紙の場合は、オイルが刃先に浸して刃を冷やすことができるように、必ず 2 日おきに圧縮空気でオイル ブラシ/ウール パッドを清掃してください。
冷却オイルが塗布できなくなったらウールパッドを交換してください。刃.
推奨冷却油は150℃対応の#30または#40潤滑油です。

投稿時間: 2023 年 3 月 8 日



