
Step 1:
粉砕石の完全なセットを降ろす新しい粉砕石
Step 2:
使い古された刃を取り出して、新しいものをマウントしますスリットブレード.
Step 3:
研削石のセットを取り戻し、粉砕石の空気供給をエアシリンダーの空気供給を取り外して、に圧力がかかっていないことを確認します粉砕石.
Step 4:
手のシリンダーの2つのシャフトを押して、粉砕石が両側のナイフの端に触れ/キスできるようにします。
Step 5:
レンチを使用して、粉砕石セットとナイフのエッジ(両側)が触れてキスをしています。粉砕石を手にして、粉砕石とナイフの縁の両方の間の接触どの狂いをチェックしているのは、文字通り同じ猛烈なものです(1つの石が狭く、1つの石が緩んでいます)。次に、ネジとナットを締めます。
Step 6:
エアパイプをエアシリンダーに接続し、0.5〜0.8kgの圧力をかけ、ナイフの端に接触する研削石が示されている次のようにもう一度確認してください。
ナイフエッジ(新しいブレード)のコンタクトエリアは、粉砕石.

Step 7:
新しいブレードの端が上を超えているかどうか粉砕石、ステップ4,5,6に従って、少し重い圧力を繰り返して再調整してください。
Step 8:
ブレードエッジの研削形状がスケッチのようになった場合
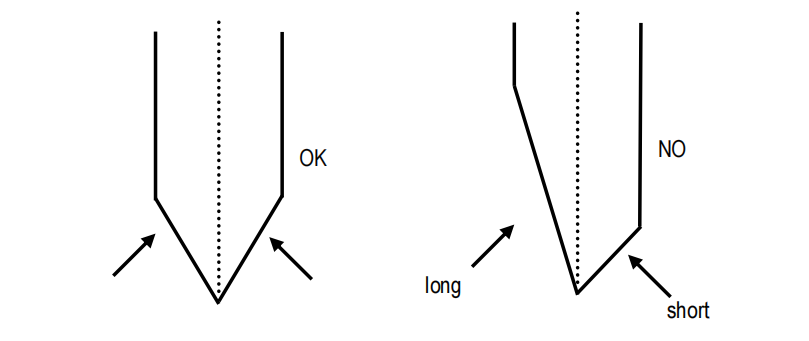
ブレードのエッジを粉砕しても偶数でない場合、ボードはきれいにならず、シャープになり、騒ぎやダメージの端も引き起こされません。
Step 9:
使用するための推奨される空気圧は、0.5〜0.8kg以内です。圧力が多すぎると、刃が速く摩耗します。
Step 10:
スリッタースコアラーコンピューターシステムでは、通常、300メートルのスライトで一般的な研削メーターにセットアップされ、粉砕ブレード6秒間。オペレーターは、スライトの長さを調整する必要があり、粉砕の長続きは紙の品質に依存する必要があります。
高品質の紙グレードのためのブレードグラインディングは、500メートルのスライトに設定し、6秒間研削できます。または、ブレード紙グレードの質の低いための研削は、200メートルのスライトに設定し、10秒間粉砕できます。
ステップ 11:
波形ボードが柔らかすぎると、水分が多すぎることを意味し、接着剤が乾燥していない場合、スライト品質が影響を受け、ブレードの使用寿命も短くなります。
ブレード研削用のオイル冷却システムは、30分ごとに15秒間冷却することをお勧めします。
紙の品質が100%リサイクルペーパーと低品質の紙である2日ごとに圧縮空気でオイルブラシ/ウールパッドを常に掃除して、オイルがブレードの端に浸してブレードを冷却できるようにします。
冷却オイルを塗布できなくなったら、ウールパッドを交換してくださいブレード.
推奨される冷却オイルは、150°温度の抵抗のための#30または#40潤滑油です。

投稿時間:3月8日 - 2023年



